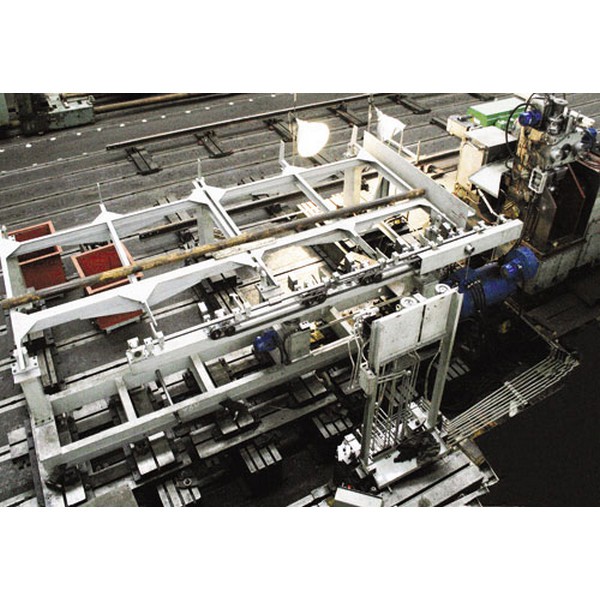
Станок токарный бесцентровый для обработки прутков сортового проката и труб КЖ9А320.04Ф1
Станок бесцентрово-токарный модели КЖ9А320.04Ф1Станок бесцентрово-токарный модели КЖ9А320.04Ф1 предназначен для удаления дефектов и обезуглероженного слоя с поверхности горячекатаного проката круглого сечения из углеродистых, инструментальных, легированных, шарикоподшипниковых сталей, нержавеющих сталей с Ов=50... 120 кгс/мм 2.Требования к загатовкам, поступающим на станок:Торец прутка должен быть подрезан под углом 90°, и на заходном. конце в резцовуюголовку должна быть фаска (5.. .8) мм х 45°.Кривизна заготовки 1,0 мм на 1000 мм и не более 5 мм на длине 6000 мм.Требования по овальности и конусообразное™ должны соответствовать общепринятымтребованиям к стали горячекатаной круглой по ГОСТ2590-88.Состав станка1. Станина - 1 шт.2. Бабка шпиндельная - 1 шт.3. Механизм роликов падающих - 1 шт.4. Механизм роликов поддерживающих -1шт.5. Механизм роликов центрирующих -1шт.6. Каретка -1 шт.7. Механизм роликов вытягивающих -1 шт.8. Механизм загрузки -1шт.9. Рольганг подающий - 1 шт.10. Механизм разгрузки - 1 шт.11. Станция охлаждения - 1 шт.12. Станция гидропривода -1 шт.13. Электрооборудование -1 шт.14. Стеллаж загрузки - 1 шт.15. Станция смазки (имеется своя в каждом узле)16. Транспортер стружки фирмы "Kabelschlepp" -1 шт.17. Система адаптивного контроля диаметра обработки на базе лазерного микрометра фирмы "Кодег Е1ек1тошс5" - 1 шт.18. Привода, контроллер и шкафы фирмы "Зхетепз".Назначение основных составных частей станка• Станина представляет собой литую конструкцию (чугунную) коробчатой формы, на которой монтируются основные составные части станка: бабка шпиндельная, подающиймеханизм, ролики центрирующие, штора, балки станины, каре пси.Станина устанавливается на фундаменте с помощью башмаков. В зоне резания в станинедолжен быть люк для сброса стружки и слива СОЖ.• Сброс стружки осуществляется в наклонный приямок под станиной и смывается направленными струями СОЖ в бак.• Бабка шпиндельная (стальное литье), с разъемом по оси шпинделя. На левом конце шпинделя устанавливается конусная втулка, перемещающаяся в осевом направлении, перемещаясь влево, втулка производит смещение ползунов с резцами к центру изделия. роликов.• Каретка служит для зажима правой части прутка после выхода его из подающих роликов.• Механизм разгрузки служит для приема отработанного прутка и передачи его на стеллажготовой продукции.• Станция охлаждения для подачи СОЖ в зону резания и смыва стружки из зоны резания.
| Модель | КЖ9А320.04Ф1 |
| ЧПУ | УЦИ |
| ОКП | 381199 |